垂直斗式提升機安裝質(zhì)檢施工工藝標準(僅適用中礦zk版提升機)
1.1 適用范圍
本工藝標準適用于垂直輸送粉狀、顆粒狀及小塊狀物料,且提升物料的高度小于
2. 施工準備
2.1 技術(shù)準備
2.2 作業(yè)人員
表
|
序號 |
工種 |
持證上崗要求 |
備注 |
|
1 |
鉗工 |
|
|
|
2 |
電工 |
持證上崗 |
|
|
3 |
焊工 |
持證上崗 |
|
|
4 |
起重工 |
持證上崗 |
|
2.3 設(shè)備、材料的驗收及保管
2.4 主要施工機具
2.5 測量及計量器具
連通管、水準儀、經(jīng)緯儀、框式水平尺、直徑為0.35-0.5鋼絲線、線錘、鋼卷尺、鋼盤尺及鋼板尺。
2.6 作業(yè)條件
3. 施工工藝
3.1 工藝流程
基礎(chǔ)復(fù)查→斗提機上部安裝→斗提機下部安裝→中間導(dǎo)向輪安裝→外殼安裝→膠帶及料斗安裝→-附件安裝-→進出料口安裝-→試運轉(zhuǎn)
斗提機基礎(chǔ)復(fù)查-→-驅(qū)動裝置安裝-→上鏈輪機構(gòu)安裝-→下鏈輪機構(gòu)安裝-→中間導(dǎo)向鏈輪機構(gòu)安裝-→斗提機外殼安裝-→鏈輪、料斗安裝-→附件的安裝-→進出料口的安裝-→試運轉(zhuǎn)
(1)設(shè)備基礎(chǔ)的位置、幾何尺寸和質(zhì)量要求,應(yīng)符合現(xiàn)行國家標準《鋼筋混凝土工程施工及驗收規(guī)范》的規(guī)定,并有設(shè)備基礎(chǔ)驗收記錄和交接證書;
(2)按照斗提機安裝基礎(chǔ)圖和設(shè)備基礎(chǔ)交接證書要求對斗提機上部基礎(chǔ)與斗提機下部基礎(chǔ)進行復(fù)查,基礎(chǔ)復(fù)查符合下表
表
|
項 目 |
允許偏差 (mm) |
|
|
設(shè)備基礎(chǔ)坐標位置 |
縱軸線 |
±20 |
|
橫軸線 |
±20 |
|
|
同一樓層設(shè)備基礎(chǔ)不同平面的標高 |
-20 |
|
|
基礎(chǔ)外形尺寸 |
平面外形尺寸 |
±20 |
|
凸臺上平面外形尺寸 |
-20 |
|
|
凹穴尺寸 |
+20 |
|
|
平面的水平度(包括樓層地面上需安裝設(shè)備的部分) |
每米 |
5 |
|
全長 |
10 |
|
|
垂直度 |
每米 |
5 |
|
全長 |
10 |
|
|
預(yù)埋地腳螺栓 |
標高(頂端) |
±2 |
|
中心距(在根部和底部測量) |
±5 |
|
|
預(yù)埋地腳螺栓孔 |
中心位置 |
-20 |
|
深度 |
|
|
|
孔壁鉛垂度 |
1/100 |
|
|
預(yù)埋活動地腳螺栓錨板 |
標高 |
+20 |
|
中心位置 |
±5 |
|
|
水平度(帶槽的錨板)每米 |
5 |
|
|
水平度(帶螺紋孔的錨板)每米 |
2 |
|
(1)設(shè)備開箱驗收合格后,將設(shè)備從設(shè)備堆放場用叉車或汽車運至設(shè)備所處建筑物附近地面,若
(2)設(shè)備基礎(chǔ)復(fù)查合格后,用兩個手動運輸車或卷揚機加滾杠將斗提機的驅(qū)動裝置(電動機、減速機及底座)、聯(lián)軸器、上膠帶輪和支架平移至設(shè)備基礎(chǔ)旁,然后用導(dǎo)鏈提升就位。
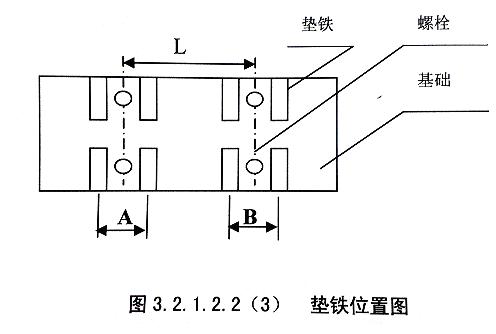
(3)驅(qū)動裝置及上膠帶輪支架就位找正:按照基礎(chǔ)上的十字中心線分別對驅(qū)動裝置和上膠帶輪支架進行找正,驅(qū)動裝置的找正點為:驅(qū)動裝置底座上表面、電動機與減速機之間的聯(lián)軸節(jié)(或電動機的輸出軸頭)和減速機的輸出軸頭;上膠帶輪支架的找正點為:上膠帶輪支架底座上表面和支架兩膠帶輪軸承座端面。找正方法用框式水平儀測量,采用斜墊鐵調(diào)整,墊鐵放置符合規(guī)范要求,兩組墊鐵之間間距L應(yīng)小于
(4)驅(qū)動裝置及上膠帶輪支架灌漿:一次找正合格后用細石混凝土進行一次灌漿,待混凝土的強度達到75%時,可進行二次灌漿。注意以下事項:
① 地腳螺栓孔尺寸符合要求;
② 地腳螺栓孔內(nèi)應(yīng)干凈,無雜物;
③ 地腳螺栓應(yīng)垂直,地腳螺栓伸出螺母2-3螺距。
(1)所有中間導(dǎo)向輪的中心軸線應(yīng)相互平行且與斗提機上下膠輪的中心軸線在同一鉛垂面上,允
(2)所有中間導(dǎo)向輪的外輪廓線應(yīng)在同一鉛垂面上,允許偏差為±
(1)斗提機上下膠帶輪安裝后,根據(jù)斗提機膠帶具體特點,分段組裝斗提機外殼。為了便于安裝膠帶和料斗,一般預(yù)留靠近斗提機下部膠帶輪的一段斗提機外殼、斗提機中部的一段外殼和斗提機上部卸料口頂蓋。用吊線方法測量斗提機外殼的不直度。
(3)斗提機外殼注意事項:
斗提機外殼段與段之間的連接處應(yīng)有墊片進行密封,不能強行連接。
斗提機外殼不直度應(yīng)≤H/1000,且≤
(1)橡膠布帶的兩端應(yīng)按相應(yīng)的簾子布層切削成階梯形狀,接頭長度宜為寬度的1-2倍;
(2)膠合劑的材質(zhì)與膠帶的材質(zhì)應(yīng)具有相同的彈性;
(3)接頭應(yīng)牢固,接頭處增加的厚度,不應(yīng)超過膠帶厚度的5%;
(4)膠帶膠合劑的硫化溫度和硫化時間及常溫膠接,應(yīng)符合設(shè)備技術(shù)文件及膠合劑的要求;
(5)膠帶采用螺栓或膠合接頭時,應(yīng)順著膠帶運轉(zhuǎn)方向搭接;
(6)膠帶需要預(yù)拉,預(yù)拉力宜為工作拉力的1.5-2倍,預(yù)拉持續(xù)時間為24小時;
(7)膠帶連接方法參見GB50270-98《連續(xù)輸送設(shè)備安裝工程施工及驗收規(guī)范》附錄二。
(1)嚴格按照斗提機生產(chǎn)廠家安裝圖及其說明書要求進行安裝,不得隨意更改料斗的位置和數(shù)量;
(2)接頭處的料斗安裝:搭接長度應(yīng)跨3個料斗,其連接螺栓軸線與膠帶端部的距離不應(yīng)小于
(1)附件的設(shè)置:膠帶斗提機附件有拉緊裝置、帶式逆止裝置和外殼體調(diào)整裝置,拉緊裝置是控制膠帶斗提機上下膠帶輪之間的距離,防止膠帶松弛;帶式逆止裝置是防止膠帶反轉(zhuǎn);外殼體調(diào)整裝置是調(diào)整外殼體直線度,防止外殼體磨檫料斗而影響斗提機正常工作。
(2)按照各附件裝置安裝圖及安裝說明書要求進行安裝。
(1)主軸的安裝水平偏差不應(yīng)大于0.3/1000。
(2)膠帶斗提機上下軸安裝的允許偏差(圖
表
|
測量部位 |
允許偏差(mm) |
|
|
H≤ |
|
|
|
|A1-A2| |
4 |
6 |
|
|
6 |
9 |
.jpg)
(3)機殼鉛垂度的允許偏差(圖
.jpg)
表
|
測量部位 |
允許偏差(mm) |
||
|
H∠ |
|
|
|
|
|A1-A2| |
5 |
7 |
8 |
|
|B1-B2| |
5 |
7 |
8 |
(4)機殼上部區(qū)段、中部區(qū)段、下部區(qū)段和檢視門均應(yīng)密封良好。
(6)拉緊裝置的調(diào)整應(yīng)靈活;牽引件安裝調(diào)整好后,未被利用的行程不應(yīng)小于全行程的50%。
(7)斗提機的上部、中部區(qū)段應(yīng)設(shè)置牢固的支架;機殼不得偏斜,但不應(yīng)限制機殼在鉛垂方向的自由伸縮。
(1)試運轉(zhuǎn)時間不少于2小時;
(2)牽引件運轉(zhuǎn)應(yīng)正常,且應(yīng)無卡殼、打滑和偏移現(xiàn)象;
(3)連續(xù)運轉(zhuǎn)2小時后,其軸承溫升不得大于
(1)輸送量允許偏差為額定輸送量的±10%;
(2) 卸料應(yīng)正常,并應(yīng)無顯著回料現(xiàn)象;
(3)滿載運轉(zhuǎn)時牽引件不應(yīng)打滑,電動機不應(yīng)超載;
(4)逆止器應(yīng)可靠,當停止運轉(zhuǎn)時,應(yīng)無明顯的反向運轉(zhuǎn)。
(1)輪寬中央平面應(yīng)在同一平面上,其偏移不應(yīng)大于
(2)兩軸的平行度不應(yīng)大于0.5/1000。
(3)偏移和平行度的檢查,應(yīng)以輪的邊緣為基礎(chǔ)。
(4)主軸的安裝水平偏差不應(yīng)大于0.3/1000。
(5)機殼上部區(qū)段、中部區(qū)段、下部區(qū)段和檢視門均應(yīng)密封良好。
(6)料斗中心線與牽引膠帶中心線應(yīng)重合,其偏差不應(yīng)大于
(7)拉緊裝置的調(diào)整應(yīng)靈活;牽引件安裝調(diào)整好后,未被利用的行程不應(yīng)小于全行程的50%。
(8)斗提機的上部、中部區(qū)段應(yīng)設(shè)置牢固的支架;機殼不得偏斜,但不應(yīng)限制機殼在鉛垂方向的自由伸縮。
(9)單鏈上、下軸安裝的允許偏差應(yīng)符合表
.jpg)
表
|
測量部位 |
允許偏差(mm) |
|
|
H≤ |
|
|
|
|A1-A2| |
4 |
6 |
|
|B1-B2| |
6 |
9 |
(10)雙鏈斗提機上下軸安裝的允許偏差應(yīng)符合表
.jpg)
表
|
測量部位 |
允許偏差(mm) |
|
|
H≤ |
|
|
|
B1 |
3 |
5 |
|
B2 |
||
|
|A1-A2| |
4 |
6 |
|
|B1-B2| |
||
(11)機殼鉛垂度的允許偏差應(yīng)符合表
表
|
|
允許偏差(mm) |
||
|
H∠ |
|
|
|
|
|A1-A2| |
5 |
7 |
8 |
|
|B1-B2| |
5 |
7 |
8 |
(1)配前應(yīng)清洗潔凈。
(2)主動鏈輪與被動鏈輪齒的中心線應(yīng)重合,其偏差不得大于兩輪中心距的2/1000。
(3)鏈條工作邊拉緊時,非工作邊的馳垂應(yīng)符合設(shè)計規(guī)定,當無規(guī)定時,且鏈條與水平線夾角小于600時,可按兩鏈輪中心距的1%-4.5%調(diào)整。。,
(4)雙鏈斗提機兩牽引鏈條應(yīng)適配,其長度應(yīng)一致。
(5)上下鏈輪安裝后,轉(zhuǎn)動應(yīng)輕便靈活。
3.3施工過程應(yīng)注意的問題
(1)垂直式斗提機基礎(chǔ)復(fù)查時,驅(qū)動裝置的基礎(chǔ)尺寸、垂直式斗提機殼體外支撐和下部的基礎(chǔ)尺寸應(yīng)符合垂直式斗提機基礎(chǔ)圖和制造廠家提供的垂直式斗提機安裝基礎(chǔ)圖要求。
(2)垂直式斗提機外殼體分段安裝時,相鄰殼體之間依次連接,注意連接處的密封性和垂直式斗提機殼體的不直度。
(3)垂直式斗提機膠帶或鏈條連接時,應(yīng)按照設(shè)計圖紙技術(shù)規(guī)定要求進行連接。
(4)斗提機主軸安裝水平度及上、下軸安裝的偏差一定要符合規(guī)范規(guī)定。
3.4 季節(jié)性施工技術(shù)措施
4. 質(zhì)量檢驗
4.1質(zhì)量檢驗標準及方法
表4.1 垂直式斗提機安裝質(zhì)量檢驗標準及方法
|
項別
|
項目
|
質(zhì)量標準
|
檢驗方法
|
檢查數(shù)量
|
|||
|
保證
項目
|
1
|
試運轉(zhuǎn)(JBJ32-96)
|
⑴ 空負荷試運轉(zhuǎn):牽引機運轉(zhuǎn)正常,且應(yīng)無卡鏈、跳鏈、打滑和偏移現(xiàn)象;雙鏈垂直式斗提機的兩跟鏈條應(yīng)同時嚙合;連續(xù)運轉(zhuǎn)時間≥2小時后,其軸承溫升不得大于40℃。
⑵ 負荷試運轉(zhuǎn):輸送量允許偏差為額定輸送量的±10%;卸料應(yīng)正常,并應(yīng)無顯著回料現(xiàn)象;滿載運轉(zhuǎn)時牽引件不應(yīng)打滑,電動機不應(yīng)超載;逆止器應(yīng)可靠,當停止運轉(zhuǎn)時,應(yīng)無明顯的反向運轉(zhuǎn)。
|
檢查試運轉(zhuǎn)記錄或試車檢查
|
按一個單位工程內(nèi)的螺旋輸送機臺數(shù)抽查10﹪,但不得少于1臺。
|
||
|
基本
項目
|
1
|
聯(lián)軸節(jié)同軸度(JBJ32-96)
|
應(yīng)符合JBJ32-96第五章第三節(jié)的要求,見第9.4.4條。
|
見JBJ32-96第9.4.4條
|
|||
|
2
|
平膠帶搭接
|
搭接長度應(yīng)跨3個料斗,接頭傾斜方向與運動方向一致。其連接螺栓軸線與膠帶端部的距離不應(yīng)小于50mm。拉緊滾筒拉緊后應(yīng)留有1/2的行程。
|
用扳手擰緊檢查
|
||||
|
3
|
鏈條連接
|
鏈條長度應(yīng)一致,料斗應(yīng)相互平行,料斗的掛鉤螺栓應(yīng)緊固并應(yīng)加彈簧墊圈和開口銷或用雙螺母和開口銷。
|
用扳手擰緊檢查
|
||||
|
允許偏差項目
|
項 目
|
允許偏差(㎜)
|
檢驗方法
|
||||
|
1
|
機殼直線度
|
3/1000
|
吊線錘用鋼板尺檢查
|
||||
|
2
|
斗提機中心線鉛垂度
|
1/1000
|
|||||
|
斗提機中心線鉛垂度累計不得大于總高的
|
0.5/1000
|
||||||
|
3
|
上膠帶輪軸或上鏈輪軸水平度
|
0.5/1000
|
用框式水平尺檢查
|
||||
|
4
|
上下膠帶輪或上下鏈輪橫向中心線重合度
|
5
|
在機殼頂端用鋼板尺檢查
|
||||
表4.2 質(zhì)量控制點一覽表
|
序號 |
質(zhì)量控制點 |
控制等級 |
控制措施 |
|
1 |
設(shè)備材料的接收、檢查 |
C |
設(shè)備、材料按要求檢查 |
|
2 |
基礎(chǔ)中間交接 |
A |
查看施工資料、放線檢查 |
|
3 |
機殼的安裝 |
A |
按質(zhì)量標準及規(guī)范檢查 |
|
4 |
驅(qū)動裝置安裝 |
A |
按質(zhì)量標準及規(guī)范檢查 |
|
5 |
附件的安裝 |
B |
按質(zhì)量標準及規(guī)范檢查 |
|
6 |
鏈條的安裝 |
A |
按質(zhì)量標準及規(guī)范檢查 |
|
8 |
膠帶的安裝 |
A |
按質(zhì)量標準及規(guī)范檢查 |
|
9 |
試運轉(zhuǎn)前檢查 |
A |
按質(zhì)量標準及規(guī)范檢查 |
|
10 |
試運轉(zhuǎn) |
A |
按質(zhì)量標準及規(guī)范檢查 |
4.3質(zhì)量記錄
5. 成果保護
5.1 垂直式斗提機水平運輸及吊裝時,應(yīng)選擇可靠的錨固點,以免損壞設(shè)備。
5.2 吊裝用的設(shè)備應(yīng)事先檢查其性能,確保能正常工作,以防止制動失靈損壞設(shè)備。吊裝用的鋼絲繩及吊索應(yīng)符合要求,避免因其斷裂發(fā)生事故而損壞設(shè)備。
5.3 安裝完成后,應(yīng)用塑料薄膜進行遮蓋垂直式斗提機的關(guān)鍵部位加以保護。
6. 職業(yè)健康、安全和環(huán)境管理
6.1 職業(yè)健康、安全主要控制措施
表6.1 施工過程中危害辯識及控制措施
|
序號 |
作業(yè)活動 |
危險源 |
主要控制措施 |
|
1 |
高處作業(yè) |
未經(jīng)允許隨意拆除或改動腳手架 |
在施工過程中嚴禁擅自拆除或改動腳手架 |
|
腳手板鋪設(shè)不嚴,未綁扎 |
操作層鋪滿腳手板并綁扎牢固 |
||
|
2 |
吊裝作業(yè) |
高層平臺等臨邊無護欄 |
高處作業(yè)平臺四周要設(shè)置高1~1 |
|
起重設(shè)備有故障、綁扎不牢、違章指揮 |
吊裝前對起重安裝裝置進行檢查,嚴禁使用不合格索具,并在現(xiàn)場設(shè)置安全警戒區(qū)設(shè)專人監(jiān)護,嚴禁非施工人員入內(nèi)。 |
||
|
3 |
設(shè)備試運轉(zhuǎn) |
機械傷傷害 |
試車前檢查各連接件、緊固件緊固程度,無卡澀、轉(zhuǎn)動靈活,試車時,不要隨意去觸摸機械傳動部件。 |
6.2 環(huán)境因素辯識及控制措施
表6.2 環(huán)境因素辯識及控制措施
|
序號 |
作業(yè)活動 |
環(huán)境因素 |
主要控制措施 |
|
1 |
設(shè)備 |
噪聲的排放 |
設(shè)備進場,卸車盡量輕拿輕放,降低噪聲。 |
|
包裝廢運輸棄物、垃圾丟棄 |
及時回收,移交用戶或分類堆放在臨時堆放場。 |
||
|
2 |
鏈輪鏈條及軸承的清理 |
廢清洗介質(zhì)的處理 |
廢液容器回收,排放至指定地點。 |
6.3 作業(yè)環(huán)境要求
施工現(xiàn)場土建基本完工,現(xiàn)場垃圾清理完成,無粉塵等污染,通風(fēng)良好,如需要可用抽風(fēng)機強制通風(fēng)。
現(xiàn)場照明必須保證施工的需要,禁止使用移動式照明燈具、太陽燈,危險場所夜間應(yīng)設(shè)安全警示紅燈。手持式必須是安全電壓光源。
注:任何中礦zk版提升機如不按照此標準實施,發(fā)生的問題與南通市中礦水泥成套設(shè)備有限公司無關(guān)。